- Home Page
- Company Profile
-
Our Products
- DWC Pipes
- HDPE Pipe Fittings
- PLB Ducts
- HDPE Pipe
- MDPE Pipes
- MDPE 20mm Service House Connection Pipe
- MDPE Water Pipe
- Ring Pipe
- High Grade MDPE Pipes
- MDPE Gas Pipe
- MDPE Blue Pipe
- MDPE 20mm Pipe
- MDPE 20mm House Connection Pipe
- 20mm Water Pipe
- Blue Water Pipe
- Service House Connection Pipe
- House Connection Pipe
- Medium Density Polyethylene Pipe
- Pe Pipe
- Gas Transpotation Pipe
- Water Sprinkler System
- Plb Hdpe Duct Pipe
- Warning Tapes
- Caution Tape
- Barricading Warning Tape
- Barricading Tape
- Barriers Tape
- Fiber Optical Cable Tape
- Warning Fiber Optical Cable Tape
- Telecom Warning Tape
- Warning Tapes
- Warning Mat
- Warning Tape
- Duct Tape
- Underground Sheet
- Underground Sheets
- Premium Underground Warning Tape
- Industrial Underground Warning Tape
- Detectable Warning Tape
- Detectable Mat
- Underground Detectable Warning Tape
- Underground Warning Tape
- Aluminum Tape
- Warning Tape with Aluminum
- Warning Mesh tape
- Plastic Packaging Rolls
- Telecom Tape
- Contact Us


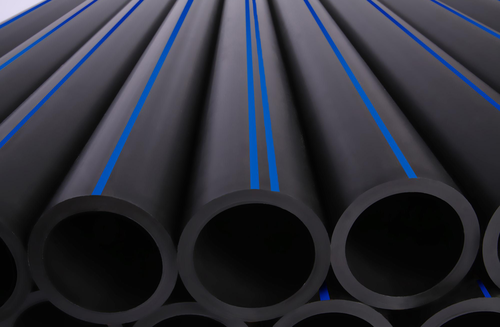
Industrial HDPE Pipes
Product Details:
- Application Industrial Water Supply, Chemical Transportation, Sewage, Mining
- Pressure PN2.5 to PN16
- Life Span 50 Years
- Feature High Strength, Leak Proof, Corrosion Resistant, UV Stabilized
- Product Type Industrial HDPE Pipe
- Material High Density Polyethylene (HDPE)
- Shape Round
- Click to View more
X
Industrial HDPE Pipes Price And Quantity
- 10000 Meters Meter
- High
- >350 kg/cm²
- Underground and Overground
- Smooth
- -40°C to +80°C
- Excellent
- Low
- Excellent to Acids, Alkalis, Salts
- Available up to 110 mm diameter
- Electrofusion, Compression Fittings
- Yes
Industrial HDPE Pipes Product Specifications
- Industrial HDPE Pipe
- PN2.5 to PN16
- Varies with diameter and thickness
- 6 m, 12 m or as per requirement
- Butt Weld/Socket Weld/Flanged
- Industrial Water Supply, Chemical Transportation, Sewage, Mining
- IS 4984:2016
- High Density Polyethylene (HDPE)
- High Strength, Leak Proof, Corrosion Resistant, UV Stabilized
- 2 mm to 60 mm
- Black with Blue Strip
- 50 Years
- 20 mm to 630 mm
- Round
- High
- >350 kg/cm²
- Underground and Overground
- Smooth
- -40°C to +80°C
- Excellent
- Low
- Excellent to Acids, Alkalis, Salts
- Available up to 110 mm diameter
- Electrofusion, Compression Fittings
- Yes
Industrial HDPE Pipes Trade Information
- Telegraphic Transfer (T/T), Cash in Advance (CID)
- Per Month
- Australia, South America, Middle East, Western Europe, Africa, Central America, Asia, Eastern Europe, North America
- All India
Product Description
Discover unassailable reliability with our Industrial HDPE Pipes, engineered for top-notch performance in challenging environments. With instant savings and exceptional features like high impact resistance, smooth surface finish, and excellent chemical resistance, these pipes are a must-have for any serious industrial setup. Remarked for their flexibility and leak-proof design, they support both underground and overground installations. Their superior tensile strength (>350 kg/cm) and UV stabilization ensure durabilityup to 50 years. Order today for pipes that meet IS 4984:2016 standards and guarantee seamless water, chemical, sewage, and mining applications.
Industrial HDPE Pipes: Application Versatility
Industrial HDPE Pipes are ideal for plant facilities requiring seamless integration into water supply, chemical transportation, sewage management, and mining operations. Their smooth surface ensures efficient flow and minimal residue buildup, making them suitable for both underground and overground installations. With applications spanning general industrial usage and specific plant-based needs, these pipes deliver operational versatility. Whether its a manufacturing unit or a processing plant, HDPE pipes provide unyielding strength and reliability for all kinds of industrial environments.
Secure Payments & Exporter Benefits
We offer flexible payment terms suitable for domestic and international buyers. With quick dispatch from major Indian FOB ports, charges are clearly defined to ensure transparent transactions. Our primary export markets include Asia, Middle East, Africa, and Europe, alongside robust domestic supply for Indian industries. Clients benefit from timely domestic deliveries and competitive rates. As reputed exporters, importers, manufacturers, and suppliers, we guarantee that your order is handled with professionalism and efficiency, upholding our commitment to industry standards.
Industrial HDPE Pipes: Application Versatility
Industrial HDPE Pipes are ideal for plant facilities requiring seamless integration into water supply, chemical transportation, sewage management, and mining operations. Their smooth surface ensures efficient flow and minimal residue buildup, making them suitable for both underground and overground installations. With applications spanning general industrial usage and specific plant-based needs, these pipes deliver operational versatility. Whether its a manufacturing unit or a processing plant, HDPE pipes provide unyielding strength and reliability for all kinds of industrial environments.
Secure Payments & Exporter Benefits
We offer flexible payment terms suitable for domestic and international buyers. With quick dispatch from major Indian FOB ports, charges are clearly defined to ensure transparent transactions. Our primary export markets include Asia, Middle East, Africa, and Europe, alongside robust domestic supply for Indian industries. Clients benefit from timely domestic deliveries and competitive rates. As reputed exporters, importers, manufacturers, and suppliers, we guarantee that your order is handled with professionalism and efficiency, upholding our commitment to industry standards.
FAQs of Industrial HDPE Pipes:
Q: How are Industrial HDPE Pipes installed for different environments?
A: Industrial HDPE Pipes can be installed both underground and overground. The jointing methods available include electrofusion, compression fittings, butt weld, socket weld, and flanged connections, ensuring adaptability to various installation conditions and site requirements.Q: What makes these HDPE pipes suitable for chemical transportation?
A: The pipes exhibit excellent chemical resistance to acids, alkalis, and salts due to the high-density polyethylene material, making them exceptionally durable and safe for transporting aggressive chemicals in industrial applications.Q: Where can Industrial HDPE Pipes be used within a plant or facility?
A: These pipes are utilized in industrial water supply lines, chemical transportation systems, sewage disposal networks, and mining infrastructure, providing reliable performance in both general and specific plant applications.Q: When is maintenance required for these pipes?
A: Maintenance requirements for Industrial HDPE Pipes are minimal due to their high durability, corrosion resistance, and UV stabilization. Routine inspections are recommended, but heavy maintenance is generally unnecessary, ensuring cost-effectiveness.Q: What is the process for ordering HDPE pipes from your company?
A: Customers can place orders directly via our supplier portal or contact us for personalized quotes. We offer instant savings, prompt responses, and quick dispatch through major Indian FOB ports to ensure seamless purchase and delivery.Q: What benefits do HDPE pipes offer compared to traditional piping materials?
A: HDPE pipes provide high strength, leak-proof performance, superior impact resistance, and a lifespan of up to 50 years. Their flexibility and low maintenance requirements make them an outstanding and economical choice for demanding industrial scenarios.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'HDPE Pipe' category




Contact Us
- F-25-26, 22 GODOWN, Kartarpura Industrial Area,Jaipur - 302006, Rajasthan, India
- Phone : 08045816487
- Mr. Nishant
- Mobile :08045816487
- Send Inquiry

VEEKAY PLAST
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.

